Cách đọc ký hiệu dao tiện CNC chuẩn kỹ thuật
⚙️Trong gia công tiện, dao tiện CNC là bộ phận giữ vai trò quyết định đến độ ổn định, độ chính xác và chất lượng bề mặt gia công. Tuy nhiên, rất nhiều người mới hoặc thậm chí thợ lâu năm vẫn gặp khó khăn khi đọc các ký hiệu trên cán dao tiện CNC.
⇒ Bài viết dưới đây của Thiết bị công nghiệp HQ sẽ giúp bạn hiểu đúng – đọc nhanh – chọn chính xác cán dao phù hợp cho máy tiện CNC
📖 Để hiểu được các mã ký hiệu cán dao tiện CNC, thì việc đầu tiên chúng ta cần hiểu được dao tiện CNC là gì và cấu tạo của dao tiện CNC gồm những chi tiết gì?
📌 Dao tiện CNC là gì:
Dao tiện CNC là dụng cụ cắt gọt kim loại được sử dụng trên máy tiện CNC để gia công chi tiết cơ khí. Dao có nhiệm vụ cắt bỏ lớp vật liệu dư trên phôi nhằm tạo ra hình dạng, kích thước và độ bóng theo yêu cầu kỹ thuật.
📌 Cấu tạo dao tiện CNC:
- Thân dao: Đây là phần gá lên ổ dao của máy tiện, đồng thời cũng có chức năng giữ chặt dao.
- Mảnh dao: Bộ phận làm việc trực tiếp với chi tiết sản phẩm và được gắn trên một đầu của thân dao tiện.
- Vít kẹp: Giữ cố định mảnh dao trên thân dao.
- Đế shim: Nằm giữa mảnh dao và thân dao giúp giảm mài mòn và tăng độ cứng vững của dao.
1. Cách đọc các ký hiệu của dao tiện CNC:
🔍 Các loại cán dao tiện CNC trong cơ khí: Dao tiện ngoài, dao tiện lỗ, dao tiện ren, dao tiện cắt đứt, dao tiện rãnh…
Mỗi một loại cán dao tiện sẽ có ký hiệu riêng cho từng loại. Chúng ta sẽ tìm hiểu cách đọc từng loại cán dao tiện CNC.
1.1. Cách đọc cán dao tiện ngoài:
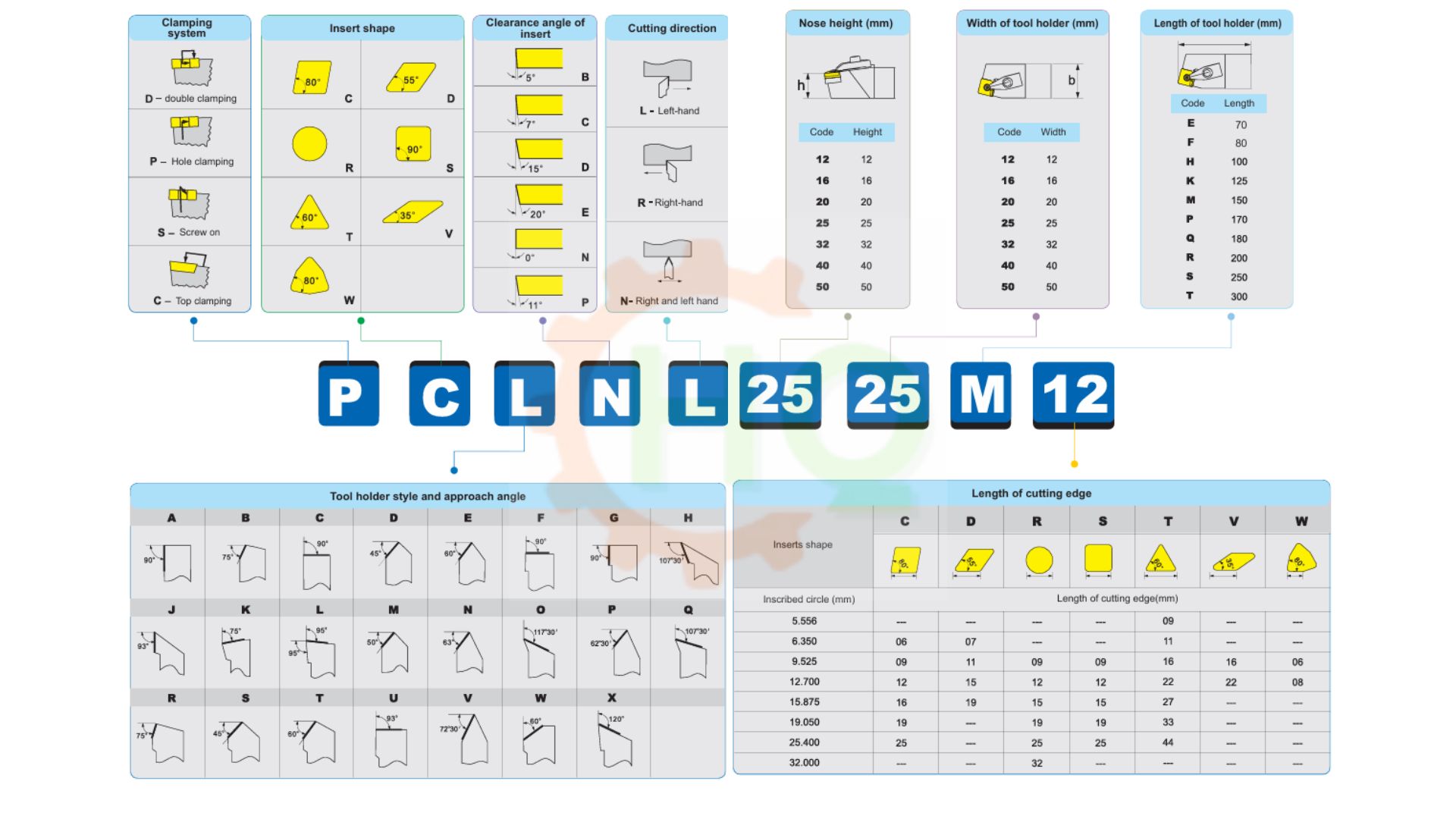
Ví dụ Mã: SCLCR2020K09 tiêu biểu nhất cho dao tiện ngoài.
1.1.1. Ký hiệu thứ 1 là kiểu kẹp mảnh dao ( insert).
- S: Kẹp bằng vít
- D: Kẹp bằng mỏ vịt
- P: Kẹp bằng chốt qua lỗ mảnh dao (rất chắc chắn)
- M: Kẹp vừa từ trên vừa chốt lỗ (phổ biến)
1.1.2. Ký hiệu thứ 2 là hình dạng của mảnh dao.
- C: Hình thoi 80°
- D: Hình thoi 55°
- R: Hình tròn
- S: Hình vuông
- T: Hình tam giác
- V: Hình thoi 35°
- W: Hình lục giác có góc 80° (cụ thể hình trên)
1.1.3. Ký hiệu thứ 3 là góc tiếp xúc chính: Góc dao tiếp xúc với chi tiết gia công.
- A: 90°
- L: 95°
- B: 75°
- D: 45°
1.1.4. Ký hiệu thứ 4 là góc sau mảnh dao.
- B: 5°
- C: 7°
- D: 15°
- E: 20°
- N: 0°
1.1.5. Ký hiệu thứ 5 là hướng dao.
- R: Dao phải
- L: Dao trái
- N: Dao thẳng
1.1.6. Ký hiệu thứ 6 + 7.
- Kích thước thân dao: chiều cao và chiều rộng của cán dao. Như ví dụ thì kích thước cán là 20mm* 20mm.
1.1.7. Ký hiệu thứ 8 là chiều dài của dao.
- M: 150mm
- P: 170mm
- Q: 180mm
1.1.8. Ký hiệu thứ 9 là chiều dài cạnh của mảnh dao.
1.2. Cách đọc dao tiện lỗ CNC
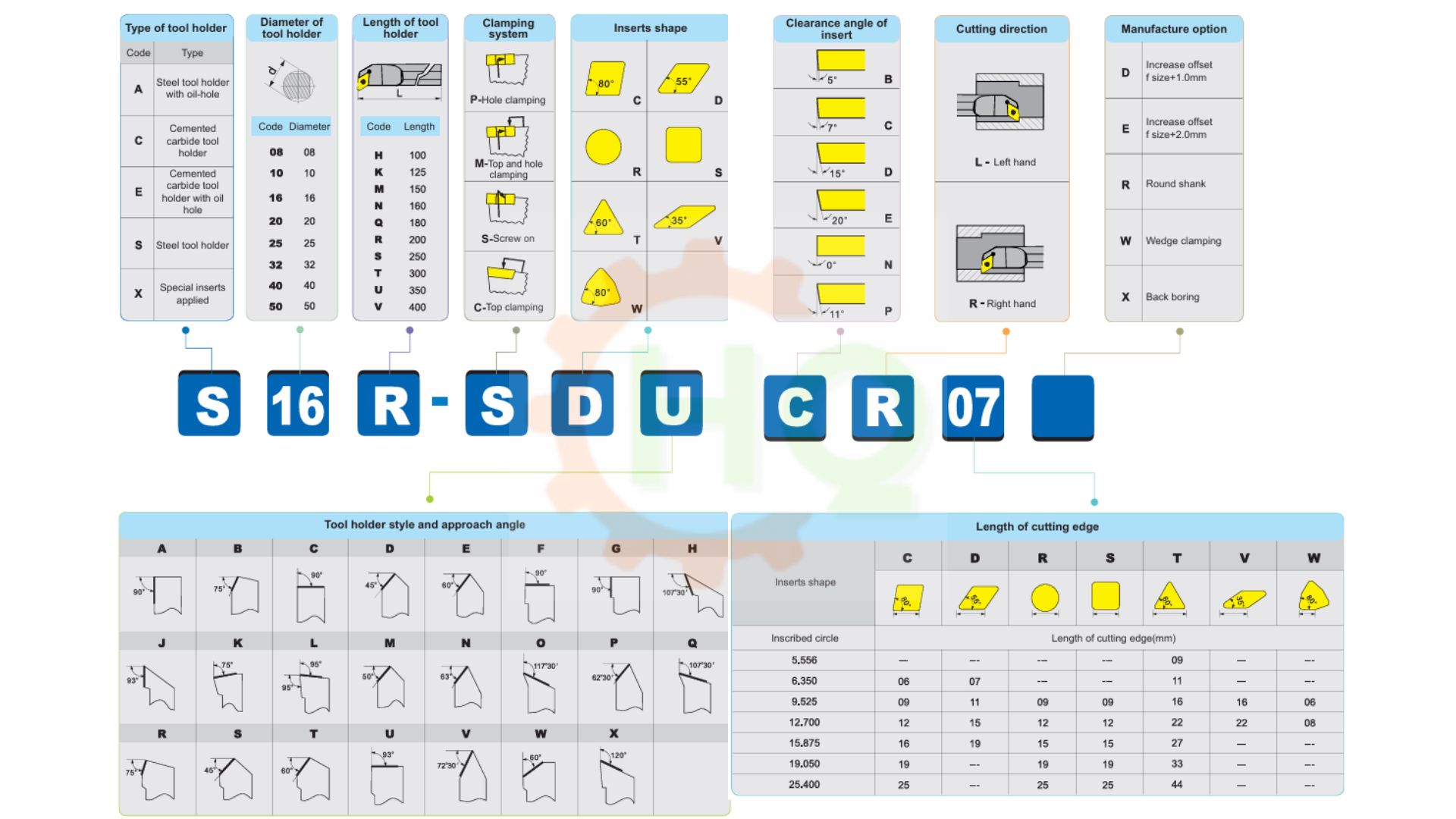
1.2.1. Ký hiệu thứ 1 là loại dao tiện lỗ.
- S: Thông thường nhất: Dao tiện lỗ bằng thép thông thường
- C: Hợp kim
1.2.2. Ký hiệu thứ 2 là kích thước đường kính d của dao tiện lỗ.
- Kích thước từ 08mm đến 50mm
1.2.3. Ký hiệu thứ 3 là chiều dài dao tiện lỗ.
- M: 150mm
- T: 300mm
- U: 350mm
1.2.4. Ký hiệu thứ 4 là kiểu kẹp dao (giống dao tiện ngoài)
1.2.5: Ký hiệu thứ 5 là hình dạng mảnh dao (giống dao tiện ngoài)
1.2.6: Ký hiệu thứ 6 là góc tiếp xúc chính.
1.2.7: Ký hiệu thứ 7 là góc sau mảnh dao.
1.2.8: Ký hiệu thứ 8 là hướng dao (giống dao tiện ngoài).
1.2.9: Ký hiệu thứ 9 là chiều dài cạnh cắt của mảnh dao.
2. Một số lưu ý để chọn được dao tiện CNC phù hợp cho quá trình gia công:
🔍 Việc lựa chọn đúng dao tiện ảnh hưởng rất lớn đến độ chính xác của sản phẩm, độ bền của mảnh dao, hiệu suất gia công.
Chúng ta cần chú ý quan tâm đến những yếu tố sau để chọn được dao tiện phù hợp nhất.
2.1: Mỗi một công việc gia công cần chọn theo loại tương ứng.
- Tiện ngoài: Có loại tiện bậc, tiện trụ trơn, tiện mặt đầu, tiện biên dạng (profile) thì cần chọn theo từng loại dao tiện
Ví dụ tiện ngoài thô: Chọn mã dao tiện PCLN rất tối ưu - Tiện lỗ: Cũng cần chọn loại dao tiện lỗ tương ứng
- Tiện ren: Yêu cầu đúng loại ren
- Tiện rãnh và cắt đứt: Yếu tố quan trọng là kích thước rãnh bao nhiêu mm, dao phải đảm bảo chống rung.
2.2: Chọn đúng kích thước cán dao phù hợp với máy CNC.
- Cán kích thước lớn: Cứng vững hơn
- Cán kích thước nhỏ: Gia công những chi tiết nhỏ
- Chiều dài cán dao phù hợp: Chọn cán dao dài quá sẽ gây rung
2.3: Chọn đúng kích thước mảnh dao với cán dao.
Ví dụ cán dao PCLN thì chọn mảnh là CNMG.
2.4: Góc dao cũng là yêu tố rất quan trọng: Ảnh hương trực tiếp đến hiệu suất gia công.
2.5: Cần chọn dao có thương hiệu uy tín, nguồn gốc rõ ràng.
Bạn đang tìm kiếm dao tiện hoặc chưa biết cách đọc dao tiện CNC
Liên hệ ngay với chúng tôi để được tư vấn kỹ thuật và nhận báo giá tốt nhất cho dao tiện CNC chính hãng!
📌 Thiết Bị Công Nghiệp HQ chuyên cung cấp dao cụ cắt gọt CNC, dụng cụ đo kiểm và thiết bị công nghiệp chính hãng từ các thương hiệu hàng đầu như Mitsubishi, Nachi, Vertex, YG, Taegutec, ZCCCT…
Chúng tôi cam kết mang đến giải pháp tối ưu cho năng suất và chi phí, đồng hành cùng doanh nghiệp trong hành trình tự động hóa và sản xuất thông minh.
📞 Hotline/ Zalo: 0966.703.610
📧 Email: hqthietbi@gmail.com
🌐 Website: https://thietbicnhq.com/